Attiva dal 1978 nel settore dei formulati resinosi, Pava Resine ha deciso di dotarsi di un laboratorio di ricerca che si confronta attivamente con partner qualificati per sviluppare nuovi prodotti e tecnologie per rispondere alle svariate esigenze del mercato (Università degli Studi di Padova, Cà Foscari di Venezia, l’Istituto Enologico di Conegliano-Treviso e il CNR di Padova).
Comune denominatore di ogni divisione è la qualità, confermata dalle numerose certificazioni, fra cui UNI EN ISO 9001-2000, Encoper R-102, Idoneità contatto alimentare (UE), infiammabilità, incapsulamento amianto, pellicole resinose antibatteriche, superfici antisdrucciolo, emissione VOC. I materiali sono composti da resine di natura epossidica e poliuretanica, esenti da solventi e sostanze nocive quindi idonei per ambienti alimentari.
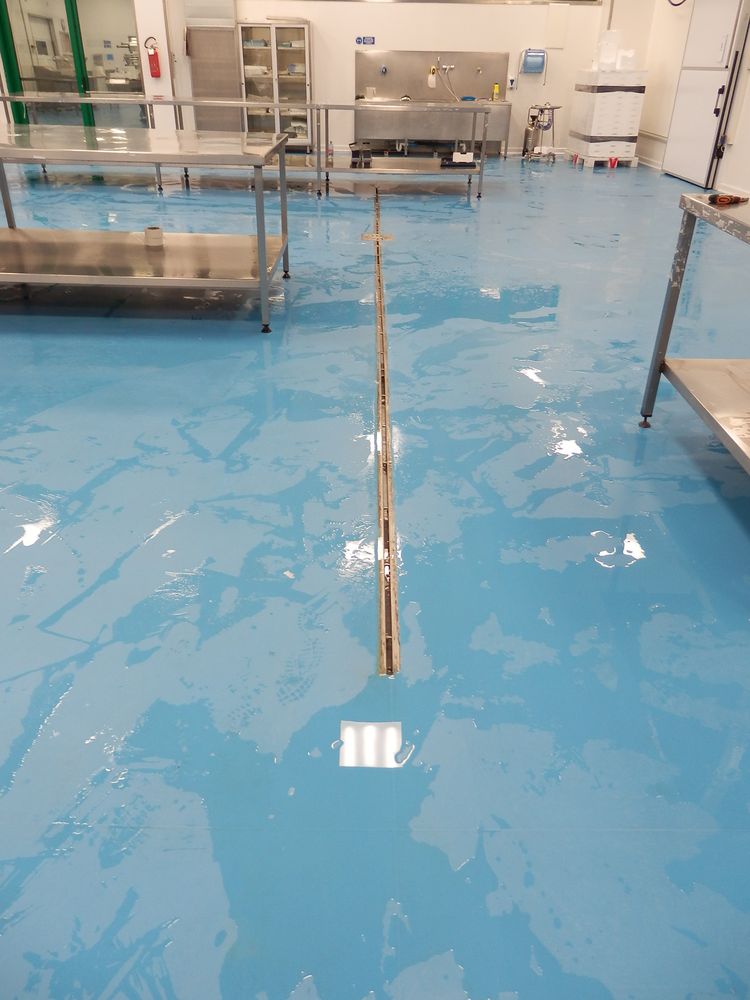
Attraverso l’impiego di specifici promotori di adesione, l’aggancio dei diversi supporti è ottimizzato anche in presenza di umidità in controspinta. Antipolvere, le pavimentazioni assicurano impermeabilità superficiale, decontaminabilità, antiscivolosità e correzione di planarità, nonché resistenza a urti, abrasione e chimica. La mancanza di fughe evita gli accumuli di sporcizia e le proliferazioni batteriche.



{kind=link}